
燒結磚隧道焙燒窯“煤改氣”的工藝分析
摘要:當前,燒結磚企業隧道窯采用內燃摻配料+外投煤(內燃燒磚)工藝方式進行燒結生產,存在大氣污染物治理專業性難度大,持續穩定達標排放困難等現象。隨著建筑工業化的推進和裝配式建筑的應用,促使燒結磚生產企業,進行清潔燃料天然氣替代內燃燒磚工藝用煤的燃料結構改革,要在原隧道焙燒窯上進行“煤改氣”,涉及窯的結構、燃燒形式、熱工控制及碼坯方式等方面的適應性困擾。
關鍵詞:強氧化燃燒方式、熱工控制、單位產品能耗變化
國內燒結磚的隧道窯焙燒工藝,基本采用摻配具有發熱值的工業廢棄物、原煤作為摻配料,在焙燒過程中,少量外投煤作補充,此類內燃料+外投煤的隧道窯焙燒方式,俗稱隧道窯“內燃燒磚”工藝。
隨著《磚瓦工業大氣污染物排放標準》、《中華人民共和國環境保護稅法》、《燒結磚單位產品能源消耗限額》等法規、標準的正式實施,加之燒結磚企業由于實施治理時間較短,存在著煙氣治理決策不科學、隧道窯運行工況不穩定、煙氣治理工藝不完善、治理效果不理想、治理運行費用比較高等問題,造成企業不能持續穩定地實現達標排放,對此,面臨較大的大氣污染物治理壓力和無法正常生產的局面,對燒結磚企業而言,大氣污染物治理工作,是一項全新的專業性和技術性很強的環保科技工作,燒結磚企業缺少經驗、缺少技術、缺少環保技術人員等現實條件,迫使企業針對采用現有“內燃燒磚”中,產生較高大氣污染物的原燃料類型,尋求清潔燃料為替代,其中,部分企業選擇了液化天然氣(LNG)氣化氣或管道天然氣作為燒磚燃料,從而大幅度降低污染物治理帶來的困擾。這是現有燒結磚企業在隧道焙燒窯中改用天然氣,簡稱“煤改氣”的主要原因之一。
其次,隨著建筑工業化的推進和裝配式建筑的應用,燒結磚生產的轉型升級也勢在必行,而、提高產品檔次,滿足建筑工業化和裝配式建筑功能要求,在焙燒過程中,采用清潔燃料天然氣進行燃料結構改革,也是必要的。
1、現有隧道窯內燃+外投煤焙燒方式的特征
長期以來,隧道窯均采用的是“內燃燒磚”工藝,這種工藝已成為國內非常成熟可靠的一種工藝模式,該工藝提供的產品,具有強度高、性能穩定、吸水率適中、密實度較高、房屋隔音性能好和防火等優點,確保建筑具有較高的質量和較長的壽命,作出了較大的貢獻。焙燒窯“內燃燒磚”工藝的主要特征是:
A、燃料性質
內燃燒磚工藝,需要事先將一定的原煤燃料或具有發熱值的工業廢棄物摻配到磚坯中,內燃摻配比例高低不等,有摻配所需熱耗的60%,有摻配高達80%,少數磚廠采用全內燃燒磚,內燃摻配達到100%。
摻配比例較低的,則需要在隧道窯投煤孔外投少量原煤作為熱量補充,而摻配比例較高的磚坯,焙燒過程中,則基本不用外投煤即能夠完成制品燒結。因此,內燃燒磚工藝中,產品具有燃料性質,“產品就是燃料、燃料就是產品”,成為現有燒結磚工藝中的主要特征之一。
產品中含有可燃物的內燃摻配方式,使得制品在焙燒過程中,因局部處于還原氣氛的影響,制品表面會出現“壓花”、內部會出現“黑心”等缺陷,這些成了內燃磚的一種符號。
B、強氧化燃燒特性
內燃燒磚工藝將燃料和原料混為一體,燃料在磚坯中均勻分散,“你中有我,我中有你”擠出成型后,磚坯成為一種發熱值較低的特殊“燃料”。
內燃燒磚的燃燒過程中,由于“燃料”形態的改變,焙燒時窯內氧化高溫,逐步由坯體表面向坯體內部擴散,鑒于坯體較密實,氧氣滲入坯體內部困難,為了克服這種不利現象,應采取如下兩個方面措施:
選擇合理的碼垛形式
在隧道窯內燃燒磚工藝中,燒窯師傅常常提到“七分碼、三分燒”的口頭禪,意思就是隧道窯燒磚的產品質量好壞、產量高低、能耗多少,與坯垛的形式有著密切聯系。燒窯師傅經驗證明,內燃燒磚應遵循“邊密中稀、上密下稀”的原則,在此原則基礎上進行適應性調整以保證截面溫度的均勻,實現高產和低耗的目標。
努力降低系統阻力
燃料的燃燒,離不開助燃空氣,內燃燒磚所需的助燃空氣,全部由隧道窯出車端進入,冷空氣通過冷卻帶、高溫帶和預熱帶,經風機送入干燥室成為干燥介質,全窯系統阻力,對于煙氣的流動影響較大,即使采用較好的碼坯方式,磚垛截面溫度不均勻的現象仍然難免,為此,除相鄰坯體之間留有一定間隙,相鄰坯垛之間需要留有合適的火道,以便高溫由坯體表面傳遞到坯體內部。就煙氣的流動而言,還需要克服由窯體、窯車、哈風閘、坯垛、窯門等構成的系統阻力,當按照規定的焙燒制度進行焙燒時,則需要高溫煙氣具備較強的動壓。這也是隧道窯焙燒特性及“內燃焙燒”性質所決定的。強調降低系統阻力,成為內燃+外投煤焙燒方式中,強氧化燃燒的特征之一。
C、溫度區間的移動
現有的隧道窯內燃燒磚熱工系統中,設置了余熱利用功能,普遍的做法,是窯內高溫煙氣經哈風口、支煙道、總煙道由風機抽取,作為干燥介質送入干燥室干燥濕坯體,經干燥后的坯體干坯再進入隧道焙燒窯,能夠節約干燥過程的熱量消耗。必須強調的是,風機抽取窯內煙氣時,首先要保證窯內正常焙燒,其次才是滿足煙氣的余熱利用。應該避免的是,當出現內燃摻配波動、外投煤過量、進車不及時、意外停電等狀況時,窯內溫度區間將因風機的持續抽力作用而產生移動,造成焙燒質量下降,廢品率提高,能耗上升。
D、溫度控制的滯后
隧道窯內燃+外投煤焙燒方式,燃燒過程與助燃空氣的風量相關,隨著氧量愈充足,燃料燃燒愈快,窯內火行速度也較快。然而,由于入窯坯體還有6%左右的殘余水分,此時如對窯內溫度不加控制,坯體殘余水分脫除速度太快,坯體極易出現裂紋。對焙燒溫度控制的措施,一般通過調整哈風閘、風機風量、進車時間等手段,這些措施的使用,只能由崗位工通過提前預判進行,一旦超高溫度已經形成,這些控制辦法并不能馬上奏效,調控效果滯后,使得即使同一個窯車上的產品,形成磚垛內部過燒變形,而磚垛邊部欠火,形成“內燃燒磚”焙燒過程中必須倚重看火工的現象,人為因素對燒成質量的影響太重。
E、工藝控制較寬泛
隧道窯內燃+外投煤焙燒方式,具有工藝控制較寬泛的特征,主要表現為以下三點。
首先,入窯干坯殘余水分發生波動,水分為6~8%的波動范圍時,焙燒過程中不會出現控制困難,崗位工對隧道窯工況的調整比較容易。其次,生產負荷具有一定彈性,意味進車時間比較靈活,提高產量的能力較強,這是“內燃燒磚”的優勢之一。第三,即使實際燒成曲線與預定燒成曲線的偏差較大,也不會嚴重影響焙燒質量。
上述5點關于隧道窯內燃+外投煤焙燒方式的特征描述,在燒結磚生產中具有一定代表性。
2、液化天然氣(LNG)與氣化氣的技術參數
天然氣是一種清潔燃料,目前國內一般工業企業天然氣的應用方式,一種方式為液化天然氣(LNG)+氣化站+氣化氣應用,其次,直接取用管道天然氣。
燒結磚企業采用管道天然氣時,能夠省卻液化天然氣(LNG)氣化站的建設及管理,對管理和技術能力較為薄弱的企業,就生產和安全兩方面而言,較為省心,是燒結磚隧道窯“煤改氣”技術方案的首-選。
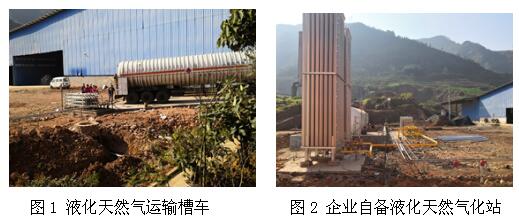
如果輸送天然氣管道敷設不到位,無法使用管輸天然氣供氣時,企業隧道窯“煤改氣”的氣源保障方案,只能采用建設液化天然氣(LNG)氣化站“低溫存儲、常溫使用”的方式,氣化站建設周期短,能迅速滿足企業用氣要求,成為企業固定供氣設施或管輸天然氣到達前的過渡供氣設施。
圖1、2為貴州省某燒結磚企業與燃氣公司共同建設的自備液化天然氣氣化站,液化天然氣(LNG)采用專用槽車運輸。
資料介紹,標準狀態下,液化天然氣(LNG)和天然氣的技術參數如下。
LNG單位換算:
LNG密度(430Kg/m³)是標準狀態下甲烷的625倍,即1m³LNG可氣化成625m³天然氣。
(1m³LNG=0.45噸LNG,即1噸LNG=2.2m³LNG),故1噸LNG可氣化為1375m³天然氣。
LNG儲罐:
50m³儲罐=50m³*0.45噸=22.5噸 ,
可存儲:22.5噸*1375m³=30938m³天然氣。
1㎏ LNG≈1.4-1.5m³ 天然氣;
1㎏ LNG≈1.33L 柴油;
1㎏ LNG≈1.63L 汽油;
1m³ LNG可氣化600-625m³ 天然氣;
1m³ LNG的質量≈430-470㎏。
1L LNG=0.001m³ LNG≈0.6-0.625m³ 天然氣;
1L LNG=0.001m³ LNG,其質量≈0.43-0.47㎏
1m³ 天然氣≈0.7256㎏ LNG
1m³ 天然氣 折0.65-0.75公斤
據估算,滿足年產8000萬塊(折標磚)燒結頁巖空心磚生產線“煤改氣”所需氣源用量的液化天然氣氣化站,設備及安裝投資(不含土建費用)約120~140萬元。
3、隧道焙燒窯“煤改氣”的實踐
2017年5月,貴州省某燒結磚廠,采用內燃摻配料+外投煤(內
燃燒磚)工藝方式進行燒結磚生產,主要原料為頁巖,內燃摻配料品種為鍋爐渣、泥煤、煤矸石等,由于該地區原煤含硫量較高,使得鍋爐渣、泥煤、煤矸石等摻配料的二氧化硫含量相應偏高,生產中,即便對大氣污染物治理采用全生產過程管理模式,但達標排放不能持續穩定,生產不能穩定進行。企業*終確定改變燃料結構,經過與燃氣公司協調,決定采用天然氣替代“內燃摻配料+外投煤”,并對隧道焙燒窯的外投煤系統進行“煤改氣”的技術改造,隧道窯改用氣燒。
3.1磚廠概況
該長,年生產規模為8000~10000萬塊(折標磚)燒結頁巖空心磚,生產線工藝流程及技術參數如下。
該生產線采用“一次碼燒內燃燒磚”工藝,生產配比為頁巖:泥煤:煤渣=76:5:19,磚坯發熱值達到280∽320kCal/kg,摻配比例能夠保證成品的單位產品能源消耗滿足標準限額要求。
該長的生產線中有內寬4.8米、長度90米隧道干燥窯2條,內寬4.8米、長度132.6米吊平頂隧道焙燒窯2條(雙通道窯)。隧道焙燒窯為內置煙道,進車端設置哈風口9對、出車端設置哈風口8對,預熱帶第11車位至高溫帶末端第23車位,共設置36排投煤孔計144個,排間距為1250mm,投煤孔區間距離約為43米,12個車位。全窯窯車容車量為34輛。
隧道焙燒窯煙氣由2臺18號離心風機將全部煙氣送人干燥隧道窯,熱交換后,再經2臺20號離心風機抽至總道匯合后送人50米煙囪底部脫硫系統,除塵脫硫和除霧后經煙囪出口排放。
脫硫采用鈉鈣“雙堿法”
3.2隧道焙燒窯“煤改氣”內容
內容有:液化天然氣(LNG)氣化站和隧道窯燃氣系統建設兩部分。
液化天然氣(LNG)氣化站的建設,依靠燃氣公司委托有資質單位承擔氣化站設計,設計規范為:GB 50028—2006《城鎮燃氣設計規范》、GB50016-2006《建筑設計防火規范》、GB 50183—2004《石油天然氣工程設計防火規范》,氣化站見圖1、圖2,一般流程如下。
槽車將液化天然氣(LNG)送至氣化站內低溫儲罐內儲存,當由儲罐外排時,先通過儲罐的自增壓系統,使儲罐壓力升高,然后打開儲罐液相出口閥,通過壓力差將儲罐內的(LNG)送至空溫式氣化器,氣化器出口的天然氣溫度如低于5℃時,需在出口串聯水浴式加熱器,對氣化后的天然氣進行加熱。再經調壓、計量、加臭等工序后送入窯爐用氣管網。
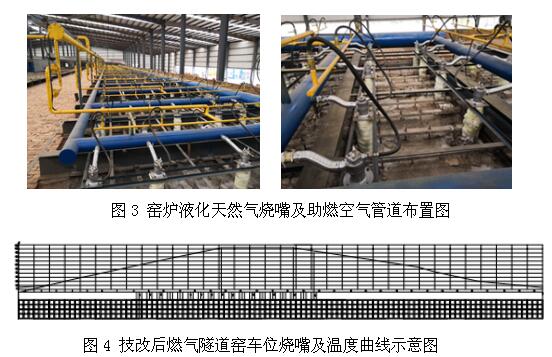
隧道窯外燃天然氣燃燒系統建設,主要由窯爐公司承擔。
本次隧道焙燒窯燃氣系統改造,根據焙燒曲線、現有4.8米×3.9米窯車規格、碼坯方式為4垛×3排時,系統改造中取消原投煤孔布置形式,窯面天然氣燒嘴改為每排5個,磚垛排橫向間距則分別為300mm,燒嘴每排間距為1300mm。燒嘴數量共計180個,區間長度為45米,窯車車位11.5輛,由進車端第8車位開始布置,截止在高溫帶末端的第20車位。隧道焙燒窯為雙通道聯體窯,兩側墻未考慮設置燒嘴。
燒嘴口增加碳化硅保護,預防高溫返火對燒嘴的損害。
每個燒嘴配置助燃空氣管道閥,與天然氣進行配合,以便調整火焰溫度和燃燒強度。
燃燒系統設置熱電偶、燃氣調節閥、助燃空氣高壓風機變頻調速自動控制系統,根據不同區域溫度要求,將燒嘴布置分為18個區域,通過設置熱電偶監測窯內溫度,同步調整18個區域內天然氣自動調節閥,控制燃燒系統,確保各區域窯內溫度,與既定的溫度曲線一致。
隧道焙燒窯冷卻帶未進行改造,沿用原熱工控制裝置。換熱后余熱煙氣經哈風閘、支煙道匯入總煙道由18號離心風機,送往干燥窯。
3.3隧道焙燒窯“煤改氣”后的生產
2017年7月,該燒結磚廠完成隧道焙燒窯“煤改氣”工作,經燃氣氣化站和燃燒系統的調試,開始隧道窯點火,由于生產線停產時遺留的干坯及陳化庫內原料還保留內燃燒磚時的內燃摻配比例,每塊磚坯發熱值達到280~320kcal/kg,滿足能耗限額標準要求。
采用常規的大灶車,點火過程中,兼顧隧道窯的烘窯程序,烘窯后,進車焙燒,產品見圖5。

圖5顯示,4.8米×3.9米窯車的碼坯方式,依然采用原內燃焙燒時的4垛×3排形式,垛、排之間保留縱向和橫向的煙氣通道,進車后,存在邊火眼火焰直接沖燒坯垛頂坯的現象,造成制品過燒。
由于坯體內仍然具有熱值,因而,目前的生產過程控制及產品,還不能反映隧道窯用天然氣外燃焙燒的真實情況,不過,該廠的“煤改氣”的實踐,可以為其他燒結磚廠“煤改氣”的工作積累經驗。
4、“煤改氣”的相關工藝條件分析
傳統隧道窯內燃焙燒及煙氣余熱干燥系統,是建立在內燃摻配料+外投煤(內燃燒磚)基礎上。 “煤改氣”后“內燃燒轉”變“外燃燒磚”,固體燃料變氣體燃料。為了適應這一變化,在窯爐結構、碼坯形式等方面應作出必要的改變和調整。
A、生產空心砌塊
眾所周知產品密度等級不同,生產能耗不同。如天然氣熱值為9000千卡/m3,生產不同密度產品,隧道窯焙燒消耗的燃氣量計算如下。
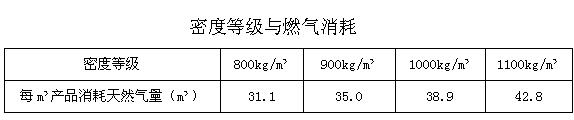
此時,每立方米800kg密度等級的產品,天然氣消耗量約31.1m3。而每立方米1100kg密度等級的產品,天然氣消耗量約42.8m3。每立方米密度相差300kg,燃氣消耗相差11.7m³。
參考貴州省2017年9月天然氣市場價調整,屬于省級定價區域的貴陽市城區及與其共用同一配氣管網區域的非居民用氣*高銷售價格從2.98元/立方米降為2.86元/立方米。
如果天然氣價格按照2.86元/立方米計算,800kg和1100kg兩種密度等級的每立方米產品天然氣費用,分別是88.95元和122.41元,兩者費用相差33.46元。
年產22萬m³燒結空心砌塊生產線,僅制品焙燒天然氣費用將達到1956.9萬元或2693.02萬元,因密度等級不同,兩者相差736.12萬元,燃氣費用增加部分,對于產品的市場競爭影響巨大。
隧道窯焙燒的“煤改氣”工藝方式,如果繼續生產墻體材料,必須實現產品完全空心化、低密度和大規格,從而降低燃氣費用,降低生產成本,提高產品價格和市場競爭力。否則,如果仍然選擇生產普通空心磚,則高昂的燃氣費用將難以維繼。具有裝飾功能的燒結磚,由于市場價格比普通磚高很多,隧道窯焙燒“煤改氣”后,燃氣費用增加部分,可以通過產品利潤提高、脫硫系統費用降低、工藝自動化程度提高、崗位工人員減少等成本降低而得到補償,因此隧道窯“煤改氣”焙燒裝飾功能的墻體材料,是可行的。但是,需要著重考慮裝飾制品的顏色、強度、不變形、不泛霜等裝飾功能要求。不僅對燃氣窯爐進行改造,同時需要對原料的配料及工藝控制參數進行完善。
B、低成型水分
在生產工藝中,濕坯干燥是必不可少的環節,對于入窯干坯殘余水分而言,越低越好,以提高產品一級品率。針對生產具有裝飾功能的燒結材料而言,當殘余水分降低到1%,產品就不會出現壓印,減少泛霜缺陷。數據顯示,如采用傳統隧道窯焙燒普通磚,坯體入窯水分降低1%,焙燒每萬塊磚標煤耗量降低20~30kg,相當于節約天然氣15.5~23.3立方米。
采用低成型水分,才能為后續干燥環節降低殘余水分創造條件。低成型水分,不但與入窯殘余水分相關,更重要的是,能夠降低干燥環節介質消耗的能量,“煤改氣”后,干燥環節干燥介質的用量、溫度與天然氣消耗密切相關,當成型水分提高,干燥介質用量增加,天然氣消耗和費用相應提高。
C、設置無縱向煙道的碼坯方式
傳統內燃燒磚隧道窯的助燃空氣由出車端進入窯內,由于在窯內運行線路較長,同時,考慮窯內磚垛截面溫度的均勻性,碼坯方式采用“邊密中稀、上密下稀”,的原則,窯車上坯垛與坯垛之間留有間距,根據窯車長度、坯垛規格、產品規格、投煤孔分布等技術參數,間距尺寸變化較大。如國內部分內燃燒磚隧道窯,窯車長度為3.9米,3.75米,3.6米,磚垛規格如為1米*1米,坯垛排橫向間距則分別為300mm,250mm,200mm,生產實踐中,以利于內燃焙燒產量的提高。
然而,這部分隧道窯“煤改氣”時,則需要考慮燃氣條件要求,如燃燒空間偏小,對磚坯焙燒均勻性和質量存在不利影響。
國外燃氣隧道窯窯車規格中,長度為4.35米,坯垛規格為1米×1米,坯垛橫向間距為450mm,燒嘴間距為1450mm,能夠滿足燒嘴燃燒火焰所需空間要求。
窯車上坯垛縱向煙道,在內燃隧道焙燒窯中,能夠降低通風阻力,有利提高產量,利于燃料的充分燃燒,然而 “煤改氣”后,助燃空氣直接配送到燒嘴,不再需要由出車端輸送空氣,經坯垛縱向煙道的通風作用降低,此時,減少縱向煙道間距不會影響燃氣焙燒質量和產量。
D、設置獨立的干燥熱介質供應系統
在傳統生產工藝中,干燥環節的干燥介質,來自焙燒窯內余(煙)熱氣,通過風機抽取和輸送實現。當隧道窯改用天然氣后,干燥與焙燒仍然采用風機抽取和輸送聯系為一個系統,容易出現焙燒控制難度增加的現象,影響焙燒質量及燃氣的消耗,因此,隧道窯“煤改氣”技術方案中,應通過準確的熱平衡計算,燒嘴風量計算,煙氣量計算,窯內壓力控制,確定引風機的運行和窯內哈風閘應用的控制。
為了降低隧道窯燃氣控制的難度,有必要設置獨立、可控制的干燥熱介質供應系統,能夠形成干燥與焙燒各自獨立運行或可控制的串聯運行,從而避免焙燒和干燥之間的互相影響和干擾。有利于燃氣窯的順利運行。
另外,設置獨立、可控制的干燥熱介質供應系統,有利于嚴格控制磚坯殘余水分,滿足具有裝飾產品的焙燒要求。
E、提高窯體、窯車的保溫及密封等級
在隧道窯焙燒過程中,窯體越保溫,越密封,則越節約天然氣。因此,需要加強隧道窯窯頂和直墻保溫、煙道和哈風閘密封,對窯車,應采用輕質耐火材料砌筑,減少窯車砌筑材料儲熱損失,降低燃氣消耗。
窯車接頭,窯車與隧道窯砂封部位漏風,窯內溫度波動,磚坯欠火,燃氣消耗增加。
傳統窯車襯砌常用重質耐火材料、紅磚,吸熱及儲熱系數較大,不利燃氣隧道窯節能。窯車吸熱,對溫度影響較大,易造成磚垛下部溫度低,出現欠火。特別在傳統隧道窯改造中,由于不能設置兩側墻燒嘴,完全依靠窯頂燒嘴,如果燒嘴火焰長度不能調節,磚垛下部溫度均勻性差,因此,窯車采用輕質保溫墊層,對促使磚垛下部溫度均勻非常關鍵,在“煤改氣”進行中,窯車墊層的改造應同時進行,這是隧道窯技改后能夠持續順利運行的重要條件。
F、可靠的燃燒系統自動控制
天然氣隧道焙燒窯的燒嘴布置,對窯橫截面溫度的均勻性有重要影響,隧道窯煤改氣方案,需要依據溫度曲線,設置燒嘴,也要依據窯內溫度變化,設置各區間溫度監測和天然氣、助燃空氣的自動化控制。對于寬斷面隧道窯,由于橫截面寬,布置的燒嘴數量多,如果對燒嘴燃燒后該區間溫度變化沒有及時調整,會出現溫度持續升高或焙燒溫度不能滿足燒結的缺陷。
其次,一排燒嘴之間,同樣存在上述不利的焙燒情況,因此對隧道窯煤改氣的技術方案,需要根據溫度曲線,進行溫度監測及燒嘴燃燒中天然氣和助燃空氣的自動化控制,燒嘴燃燒控制,必須確定為所有燒嘴都能單獨控制和調整,在寬斷面隧道窯的燃氣自動化控制中,實現所有燒嘴燃燒強度的單獨自動控制,這是精確控制全窯溫度曲線的基本條件,是節約天然氣的基本條件,同時,也是獲得高產,高品質產品的基本條件。
需要注意的是,傳統隧道窯窯車上碼坯高度存在差異,各廠不同,碼高12、13、14層不等,甚至存在碼高16層的,此時,“煤改氣”的技術方案,除需要配置適宜的天然氣壓力和助燃空氣高壓風機外,還必須考慮燃氣燒嘴火焰長度能夠調節,否則,磚垛截面溫度的均勻性將降低,產品質量差異和產品外觀色差較大。
G、建立自動卸磚打包
應該說,需要進行煤改氣的隧道窯焙燒磚廠,在生產線中,往往缺乏自動化的卸磚環節 ,部分企業雖然設置有半機械的卸磚環節,如人力卸磚機械打包叉車堆碼及裝車的過程,窯車車面上,存在工人卸磚時產生的活動荷載,對窯車保溫墊層,車面平整度,窯車之間的曲封嚴密性等帶來負面影響致使窯焙燒時出現漏氣,溫度波動,欠火,燃料消耗增加。對此,煤改氣的方案中,必須將窯車成品自動化卸磚的設備及方式,作為重要內容并及時實施。從而確保煤改氣后,燃氣消耗低,產品質量好。如果企業因資金所限暫時不能實施自動化卸磚,那么,企業應采取補救措施,建立人工對窯車保溫、墊層、曲封等部位的及時修復制度。
H、保留大氣污染物治理及監測系統
“煤改氣”后避免大氣污染物中顆粒物超標排放成為重點。
隧道窯的燃料煤改氣后,企業原有的大氣污染物治理系統,應繼續保留并照常運行。天然氣的燃燒過程中,煙氣中二氧化硫成分較低,通過燃料結構改變,從根本上避免煙氣中產生二氧化硫,使得原有治理系統中針對脫硫需要添加的脫硫劑如氫氧化鈉、石灰,添加量將大幅度降低,污染物SO2可達標排放。但是,需要考慮排放標準中關于顆粒物排放量指標,其30mg/立方米的控制指標同樣很嚴格,煙氣要滿足達標排放,不會是燃料結構改變一個條件就能實現的。天然氣燃燒過程,需要助燃空氣量達到1比10左右。窯車,煙道,磚坯表面因大量氣流沖刷,閘閥變動等因素引起的顆粒物數量,隨著產量的提高,而有所增加,決不會因采用燃燒天然氣而無顆粒物排放。
因此,磚廠原有治理系統應針對顆粒物的達標,保持正常的運行和管理。
5、結束語
當前,我國正實施全面建成小康社會戰略和鄉村振興戰略,鄉鎮建設廣泛普及,建筑形式多樣,為了與當地環境特點、功能要求和諧一致,對建筑物外觀色彩,建筑周邊道路材料材質和顏色,要求眾多,不僅提出適合中國建筑特色的樣式和色彩元素,還有很多建筑,具有低層、個性化、與環境和諧、色彩豐富的歐洲建筑形式。而這些建筑和色彩要求,*好的建筑材料,就是采用“煤改氣”后燒成燒結空心磚、空心砌塊、清水墻磚、道路磚等。這部分產品市場需求,恰恰是傳統內燃隧道焙燒窯必須進行“煤改氣”的動力,通過對隧道窯“煤改氣”工藝條件分析,建議如下。
A、應立足采用管道氣源為主,避免建設天然氣氣化站所需要的建設條件、燃氣系統操作安全規范等必須條件。如考慮建設天然氣氣化站,其設計及建設必須滿足國家標準要求,安全可靠。
B、節約天然氣消耗是煤改氣后必須高度關注的核心問題,應該從煤改氣技術方案,窯爐、窯車系統保溫密封,產品結構組成,自動化控制等方面進行周密詳盡的安排,對于舊窯的煤改氣方案中,窯頂燒嘴布置和數量,兩側墻燒嘴布置和數量,自動化控制要求,應根據窯車規格,碼坯形式,進行安排,不能僅僅將燒嘴布置在原窯頂投煤孔內就認為實現了“煤改氣”。
C、建立獨立的干燥介質供應系統,采用隧道窯冷卻帶空氣與
產品換熱的余熱空氣作為干燥介質,獨立提供的干燥介質與換熱得到余熱干燥介質,可實現并聯運用或兩者串聯應用,能夠形成干燥與焙燒各自獨立運行或可控制的串聯運行,提高燃氣綜合熱效率。換熱后的這部分余熱空氣,是沒有污染物的干凈煙氣,可不用治理。
D、隧道窯“煤改氣”后,可采用單一原料或不同原料種類搭配,突出燒結制品裝飾功能,提高產品附加值。
E、內燃焙燒依靠窯內通風量控制預熱帶,高溫帶的溫度制度,而
天然氣外燃焙燒則以燒嘴燃燒強度控制窯內溫度制度,與窯內通風量的關系相對降低,磚垛縱向煙道的作用減小。
F、依靠調整進車時間,或調整進車數量來穩定隧道窯三帶的方式,在燃氣隧道焙燒窯的熱工控制中,并不是合理和經濟的方式,燃氣隧道窯溫度曲線相對比較固定,通過燒嘴燃燒強度穩定下來,不能通過窯車進車時間或進車數量來調整。
G、隧道窯“煤改氣”后,原煙氣治理系統中,脫硫劑氫氧化鈉、石灰,系統維護、防腐設施等方面的的消耗,能夠大幅度降低,能夠彌補采用天然氣費用的增加。
天然氣氣源的保證、產品大規格、高空洞率、低密度、低傳熱系數墻體材料和具有強度高、色差小、色彩豐富的裝飾功能的墻體材料的市場需求等條件,對“煤改氣”后降低生產成本、提高企業效益具有重要意義,如果“煤改氣”后的企業,氣源得不到保障、產品仍然以燒結普通磚為主,那么,生產成本增加、效益低下,企業將會出現難以為繼的困擾。
參考文獻:
燒結磚瓦工藝 殷念祖,北京:中國建筑工業出版社, 1982.
燒結磚瓦廠工藝設計 西北建筑設計院,北京:中國建筑工業出版社, 1982.
天然氣隧道窯應用與前景 周禮國《磚家》2017.12
來源:中國磚瓦工業燒結技術信息中心網