淺談濕式電除塵器陰陽極系統安裝與調整
【摘要】:本文論述了陽極板排與陰極線框架之間的安裝位置誤差以及安裝質量缺陷,會導致電場運行電壓、電場強度、板電流密度分布均勻性和陽極板、極線電離磁場吸附顯著下降,并對除塵效率產生不利影響。因此必須保證陰陽極系統的安裝質量,以確保電除塵器除塵效率,使粉塵排放濃度符合設計要求。
【關鍵詞】:濕式電除塵器陰、陽極系統安裝調整
前言
寶鋼不銹鋼熱軋廠新增一套WSDB22-II 濕式電除塵器是在干式電除塵器的基礎上發展起來的新型設備,無需振打裝置,利用汽水噴霧在極板上形成液膜水流清除灰塵,以消除粉塵二次飛揚,提高了除塵效率,因此陽極板排與陰極線系統安裝是WSDB22-II 濕式電除塵器的核心技術,故在極配系統安裝階段中需要正確掌握安裝和調整方法.并遵循一些注意事項.以提高除塵效率并減少粉塵排放量。

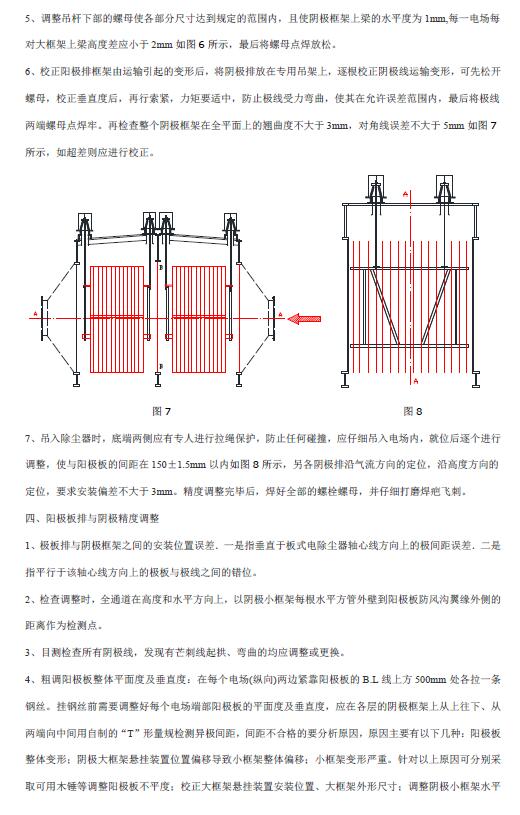
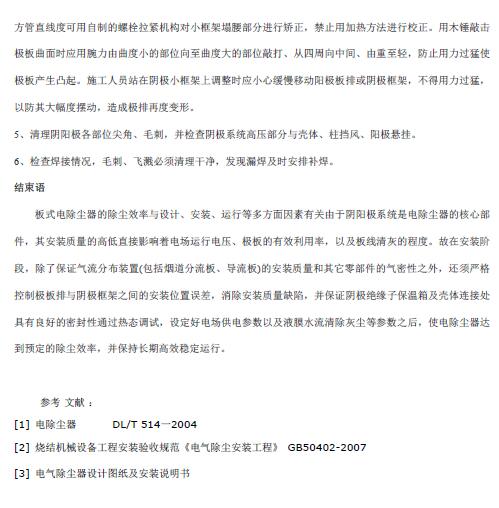
河北威美環保濕式電除塵器陰陽極系統安裝中
一、重在除塵器部件檢查驗收
1、電除塵器零部件以散裝形式發運至現場,經過長途運輸,包括海上運輸、多次倒運,易發生包裝破損的情況,特別是受到海水等侵蝕,零部件會遭受嚴重損傷。
2、收塵極板是電除塵器的重要零部件,受潮的收塵極板極易銹蝕,靠近包裝箱邊緣的極板銹蝕就更嚴重。銹片脫落導致板厚減薄,雖經過除銹不影響使用,但其壽命將大大降低,因而陽極板組合安裝前應進行開箱逐塊檢查,在搬運單塊極板時,采用側臥方式搬抬,而不要采用平臥方式。側臥式搬抬要注意豎起時保持側向彎曲不要使極板下端著地以及對單塊極板檢查應側向立放確認表面形狀無變形、各部位尺寸符合設計要求;當檢查中發現有大面積的變形、凹坑、凸起、銹蝕等缺陷時未經處理不得使用;對于平面度為其長度的1/1000 彎曲變形量大于10mm 的缺陷,制定校正方案,不能校正的應予報廢。
3、電暈極框架銹蝕起皮情況比較嚴重,產生問題的原因是包裝運輸前的除銹噴漆不良,出現的銹皮必須清除,否則將影響電場工作,同時應對陰極小框架支撐部位的有效寬度極限偏差為士5mm,對角線長度偏差是其長度的1/10000,陰極線組裝時要逐一檢查、校正小框架,保證其平面度在允許范圍內。
3、陽極板、陰極線安裝預先制作一個堅固而又比極板長的翻轉平臺,將極板連同陰極框架與翻轉平臺一起起吊,等成90°角時,極板和陰極框架單獨起吊。
二、極板排框體內軸線定位與安裝
1、本濕式電除塵器陽極排一端安放于頂部橫梁工字鋼下翼緣板上,另一端與下橫梁固定,非吊掛框架形式,因此陽極排軸線定位尺寸不正確,因而造成兩端部一側極排與陰極間距發生偏差,會導致電場運行電壓、電場強度、板電流密度分布不穩定。
2、陽極板排的定位,首先用水準儀測量確定電場頂部框架橫梁工字鋼翼緣板四角水平度相對差,控制在≤3mm以內,其二確定電場頂部框架軸線A-A,橫向中心線B-B,如圖1所示;偏移量控制在≤3mm以內,在以電場頂部框架A-A、B-B為基準用吊線墜方法投射出底梁中心線A-A、B-B如圖2所示。
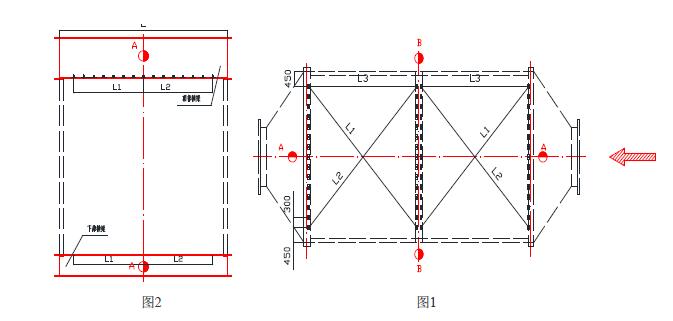
3、陽極板排定位尺寸應在除塵器頂部框架橫梁工字鋼下翼緣板和底梁軸心線A-A向兩外側分距,使兩末端對角線L1、L2 不等允差≤5mm,如圖1所示;在每間距之間焊角鐵擋塊作為極排定位。
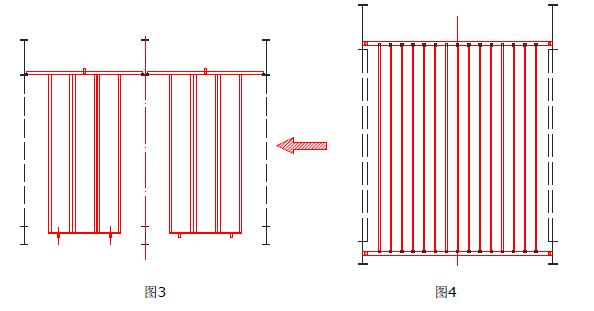
4、極板排組裝應在平板上校正好的陽極板馬上安裝在陽極排上,陽極排按圖紙要求安裝,完成后立即吊掛在專門的高架上,在進行極排的檢查校正,在懸掛的情況下檢查陽極排的前后兩面在全平面內的任何點不得有大于3mm的偏差,對角線誤差不大于5mm,如圖3所示;陽極排全部尺寸校正完畢和檢查好總高度后,將所有固定螺栓擰緊,仔細檢查確定擰緊后逐個焊死,注意焊渣濺點等凸出物要隨時清理干凈。
圖3 圖4
5、組裝校正合格的陽極板應使用專用吊裝工具吊入除塵其殼體內就位免再受碰撞,每一電場的陽極排大致就位后即進行精確的調整,使同極距的誤差在8各測點中均滿足偏差小于5mm,如圖4所示。8個測點的布置應合理具有代表性。
三、陰極吊掛與陰極大框架安裝
1、由于裝配質缺陷,導致陰極線與框架連接處螺栓沒有完全固定,有一定的晃動。在這些連接點處易產生局部火花和拉弧,形成電腐蝕,使陰極線連接孔腐蝕變大或螺栓頭腐蝕變小,以致陰極線一端虛脫開變為自由端,搭接到陽極板上造成短路。別外,由于高溫煙氣的作用,陰極線發生熱變形,呈中部向外凸,使陰極線與陽極板發生異極距放電而使除塵效率降低。
2、陰極吊掛絕緣子支座定位中心不準確或偏差較大,致使陰極大框架位移傾斜質量偏重,同樣造成兩端部一側與極板排或箱體側板間距發生偏差,會導致電場運行電壓、電場強度、板電流密度分布不穩定。
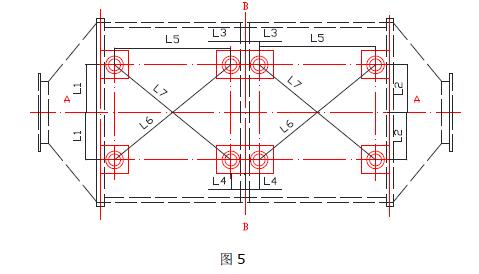
3、陰極吊掛絕緣子支座定位應與電場頂部框架蓋軸線A-A 和橫向進行分中, 其L3、L4 偏移量控制在≤2mm以內,對角線L5、L6 不等允差≤5mm,絕緣子上平面水平度為0.5mm,如圖5 所示。
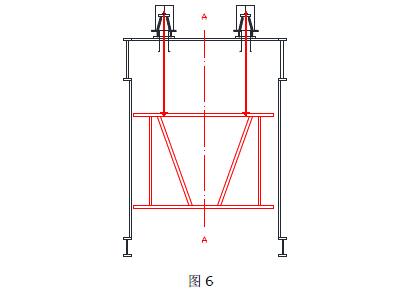
4、陰極大框架各桿件吊入電場內組裝并吊掛到吊桿上,組后檢查其*大對角線尺寸誤差、*大平直度及平面誤差在允許范圍內,對角線誤差不大于5mm,平直度及平面誤差不大于5mm,平直度及平面誤差不大于3mm 如圖6 所示,焊后各焊縫應打平磨光。