|
�����ԃ���գ� �ս���18332815001 ������18633235200
ժҪ����ǰ�����Y�u��I�����G���Ã�ȼ������+��Ͷú����ȼ���u����ˇ��ʽ�M�П��Y���a�����ڴ����Ⱦ�����팣�I���y�ȴ��m�����_���ŷ����y�ȬF���S���������I�������M���b��ʽ�����đ��ã���ʹ���Y�u���a��I���M���坍ȼ����Ȼ�������ȼ���u��ˇ��ú��ȼ�ϽY���ĸҪ��ԭ���������G���M�С�ú�Ě⡱���漰�G�ĽY����ȼ����ʽ���Ṥ���Ƽ��a����ʽ�ȷ�����m�������_��
�P�I�~��������ȼ����ʽ���Ṥ���ơ���λ�aƷ�ܺ�׃��
���ȟ��Y�u�������G������ˇ���������Ó�����аl��ֵ�Ĺ��I�U���ԭú���铽���ϣ��ڱ����^���У�������Ͷú���a�䣬���ȼ��+��Ͷú�������G������ʽ���Q�����G����ȼ���u����ˇ��
�S�����u�߹��I�����Ⱦ���ŷŘ˜ʡ��������A���͇��h�����o�������������Y�u��λ�aƷ��Դ�������~���ȷ�Ҏ���˜ʵ���ʽ��ʩ����֮���Y�u��I���ڌ�ʩ����r�g�^�̣���������������Q�߲��ƌW�������G�\�й��r������������������ˇ�����ơ�����Ч�������롢�����\���M�ñ��^�ߵȆ��}�������I���ܳ��m�����،��F�_���ŷţ����ˣ����R�^��Ĵ����Ⱦ�����퉺���͟o���������a�ľ��棬�����Y�u��I���ԣ������Ⱦ��������������һ�ȫ�µČ��I�Ժͼ��g�Ժ��ĭh���Ƽ����������Y�u��Iȱ�ٽ�ȱ�ټ��g��ȱ�٭h�����g�ˆT�ȬF���l������ʹ��Iᘌ����ìF�С���ȼ���u���У��a���^�ߴ����Ⱦ���ԭȼ����ͣ������坍ȼ�Ϟ���������У�������I�x����Һ����Ȼ�⣨LNG���⻯���ܵ���Ȼ��������uȼ�ϣ��Ķ�����Ƚ�����Ⱦ�����펧�������_���@�ǬF�П��Y�u��I�����������G�и�����Ȼ�⣬���Q��ú�Ě⡱����Ҫԭ��֮һ��
��Σ��S���������I�������M���b��ʽ�����đ��ã����Y�u���a���D������Ҳ���ڱ��У�������߮aƷ�n�Σ��M�㽨�����I�����b��ʽ��������Ҫ���ڱ����^���У������坍ȼ����Ȼ���M��ȼ�ϽY���ĸҲ�DZ�Ҫ�ġ�
1���F�������G��ȼ+��Ͷú������ʽ������
�L���ԁ��������G�����õ��ǡ���ȼ���u����ˇ���@�N��ˇ�ѳɞ���ȷdz�����ɿ���һ�N��ˇģʽ��ԓ��ˇ�ṩ�ĮaƷ�����Џ��ȸߡ����ܷ�������ˮ���m�С��܌����^�ߡ����ݸ������ܺúͷ���ȃ��c���_�����������^�ߵ��|�����^�L�ĉ������������^���ؕ�I�������G����ȼ���u����ˇ����Ҫ�����ǣ�
A��ȼ�����|
��ȼ���u��ˇ����Ҫ���Ȍ�һ����ԭúȼ�ϻ���аl��ֵ�Ĺ��I�U����䵽�u���У���ȼ��������ߵͲ��ȣ��Г��������ĵ�60%���Г�����_80%���ٔ��u�S����ȫ��ȼ���u����ȼ�����_��100%��
��������^�͵ģ��t��Ҫ�������GͶú����Ͷ����ԭú��������a�䣬����������^�ߵĴu���������^���У��t����������Ͷú���܉������Ʒ���Y����ˣ���ȼ���u��ˇ�У��aƷ����ȼ�����|�����aƷ����ȼ�ϡ�ȼ�Ͼ��ǮaƷ�����ɞ�F�П��Y�u��ˇ�е���Ҫ����֮һ��
�aƷ�к��п�ȼ��ă�ȼ���䷽ʽ��ʹ����Ʒ�ڱ����^���У���ֲ�̎��߀ԭ��յ�Ӱ푣���Ʒ��������F�����������Ȳ������F�����ġ���ȱ�ݣ��@Щ���˃�ȼ�u��һ�N��̖��
B��������ȼ������
��ȼ���u��ˇ��ȼ�Ϻ�ԭ�ϻ��һ�w��ȼ���ڴu���о����ɢ�����������ң��������㡱�D�����ͺu���ɞ�һ�N�l��ֵ�^�͵����⡰ȼ�ϡ���
��ȼ���u��ȼ���^���У����ڡ�ȼ�ϡ��ΑB�ĸ�׃�������r�G�������ߜأ��������w���������w�Ȳ��Uɢ���b�����w�^�܌�������B�����w�Ȳ����y�����˿˷��@�N�����F����ȡ���ɂ������ʩ��
�x������Ĵa����ʽ
�������G��ȼ���u��ˇ�У����G���������ᵽ���߷ִa�����֟����Ŀ��^�U����˼���������G���u�ĮaƷ�|���Éġ��a���ߵ͡��ܺĶ��٣��c�������ʽ��������ϵ�����G��������C������ȼ���u����ѭ��߅����ϡ��������ϡ����ԭ�t���ڴ�ԭ�t���A���M���m�����{���Ա��C����ضȵľ����F�߮a�͵ͺĵ�Ŀ�ˡ�
Ŭ������ϵ�y����
ȼ�ϵ�ȼ�����x���_��ȼ�՚⣬��ȼ���u�������ȼ�՚⣬ȫ���������G��܇���M�룬��՚�ͨ�^��s�����ߜ؎����A�Ꭷ�����L�C��������ҳɞ������|��ȫ�Gϵ�y���������ڟ��������Ӱ��^��ʹ�����^�õĴa����ʽ���u�����ضȲ�����ĬF����Ȼ�y�⣬��ˣ����������w֮�g����һ���g϶����������֮�g��Ҫ���к��m�Ļ�����Ա�ߜ������w������f�����w�Ȳ����͟�������Ӷ��ԣ�߀��Ҫ�˷��ɸG�w���G܇�����L�l�����⡢�G�T�Ș��ɵ�ϵ�y������������Ҏ���ı����ƶ��M�б����r���t��Ҫ�ߜ؟���߂��^���ĄӉ����@Ҳ�������G�������Լ�����ȼ���������|���Q���ġ����{����ϵ�y�������ɞ��ȼ+��Ͷú������ʽ�У�������ȼ��������֮һ��
C���ضȅ^�g���Ƅ�
�F�е������G��ȼ���u�Ṥϵ�y�У��O�����������ù��ܣ��ձ���������ǸG�ȸߜ؟��⽛���L�ڡ�֧���������������L�C��ȡ�����������|��������Ҹ�������w�������������w�������M�����������G���܉s�����^�̵ğ������ġ���횏��{���ǣ��L�C��ȡ�G�ȟ���r������Ҫ���C�G��������������β��ǝM�㟟����������á���ԓ������ǣ������F��ȼ���䲨�ӡ���Ͷú�^�����M܇�����r������ͣ늵Ƞ�r�r���G�Ȝضȅ^�g�����L�C�ij��m�������ö��a���Ƅӣ���ɱ����|���½����UƷ����ߣ��ܺ�������
D���ضȿ��ƵĜ���
�����G��ȼ+��Ͷú������ʽ��ȼ���^���c��ȼ�՚���L�����P���S�����������㣬ȼ��ȼ�����죬�G�Ȼ����ٶ�Ҳ�^�졣Ȼ����������G���w߀��6%���ҵĚ���ˮ�֣��˕r�猦�G�ȜضȲ��ӿ��ƣ����w����ˮ��Ó���ٶ�̫�죬���w�O�׳��F�Ѽy���������ضȿ��ƵĴ�ʩ��һ��ͨ�^�{�����L�l���L�C�L�����M܇�r�g���ֶΣ��@Щ��ʩ��ʹ�ã�ֻ���ɍ�λ��ͨ�^��ǰ�A���M�У�һ�����ߜض��ѽ��γɣ��@Щ�����k���������R����Ч���{��Ч������ʹ�ü�ʹͬһ���G܇�ϵĮaƷ���γɴu��Ȳ��^��׃�Σ����u��߅��Ƿ���γɡ���ȼ���u�������^���б�����ؿ��ĬF���˞����،������|����Ӱ�̫�ء�
E����ˇ�����^����
�����G��ȼ+��Ͷú������ʽ�����й�ˇ�����^��������������Ҫ���F���������c��
���ȣ���G��������ˮ�ְl�����ӣ�ˮ�֞�6~8%�IJ��ӷ����r�������^���в������F�������y����λ���������G���r���{�����^���ס���Σ����aؓ�ɾ���һ�����ԣ���ζ�M܇�r�g���^�`���߮a���������^�����@�ǡ���ȼ���u���ă���֮һ����������ʹ���H���������c�A������������ƫ���^��Ҳ��������Ӱ푱����|����
����5�c�P�������G��ȼ+��Ͷú������ʽ�������������ڟ��Y�u���a�о���һ�������ԡ�
2��Һ����Ȼ�⣨LNG���c�⻯��ļ��g����
��Ȼ����һ�N�坍ȼ�ϣ�Ŀǰ����һ�㹤�I��I��Ȼ��đ��÷�ʽ��һ�N��ʽ��Һ����Ȼ�⣨LNG��+�⻯վ+�⻯�⑪�ã���Σ�ֱ��ȡ�ùܵ���Ȼ�⡣
���Y�u��I���ùܵ���Ȼ��r���܉�ʡ�sҺ����Ȼ�⣨LNG���⻯վ�Ľ��O���������������ͼ��g�����^�鱡������I�������a�Ͱ�ȫ�ɷ�����ԣ��^��ʡ�ģ��ǟ��Y�u�����G��ú�Ě⡱���g��������-�x��
���ݔ����Ȼ��ܵ����O����λ���o��ʹ�ù�ݔ��Ȼ���r����I�����G��ú�Ě⡱�Ě�Դ���Ϸ�����ֻ�ܲ��ý��OҺ����Ȼ�⣨LNG���⻯վ���͜ش惦������ʹ�á��ķ�ʽ���⻯վ���O���ڶ̣���Ѹ�ٝM����I�Ú�Ҫ�ɞ���I�̶������Oʩ���ݔ��Ȼ��_ǰ���^�ɹ����Oʩ��
�D1��2���F��ʡij���Y�u��I�cȼ�˾��ͬ���O���Ԃ�Һ����Ȼ��⻯վ��Һ����Ȼ�⣨LNG�����Ì��ò�܇�\ݔ��
�Y�Ͻ�B���˜ʠ�B�£�Һ����Ȼ�⣨LNG������Ȼ��ļ��g�������¡�
LNG��λ�Q�㣺
LNG�ܶȣ�430Kg/m³���ǘ˜ʠ�B�¼����625������1m³LNG�ɚ⻯��625m³��Ȼ�⡣
��1m³LNG=0.45��LNG����1��LNG=2.2m³LNG������1��LNG�ɚ⻯��1375m³��Ȼ�⡣
LNG���ޣ�
50m³����=50m³*0.45��=22.5�� ��
�ɴ惦��22.5��*1375m³=30938m³��Ȼ�⡣
1�K LNG��1.4-1.5m³ ��Ȼ�⣻
1�K LNG��1.33L ���ͣ�
1�K LNG��1.63L ���ͣ�
1m³ LNG�ɚ⻯600-625m³ ��Ȼ�⣻
1m³ LNG���|����430-470�K��
1L LNG=0.001m³ LNG��0.6-0.625m³ ��Ȼ�⣻
1L LNG=0.001m³ LNG,���|����0.43-0.47�K
1m³ ��Ȼ���0.7256�K LNG
1m³ ��Ȼ�� ��0.65-0.75����
�����㣬�M����a8000�f�K���ۘ˴u�����Y퓎r���Ĵu���a����ú�Ě⡱�����Դ������Һ����Ȼ��⻯վ���O�估���bͶ�Y�����������M�ã��s120~140�fԪ��
3�����������G��ú�Ě⡱�Č��`
2017��5�£��F��ʡij���Y�u�S�����Ã�ȼ������+��Ͷú����
ȼ���u����ˇ��ʽ�M�П��Y�u���a����Ҫԭ�Ϟ�퓎r����ȼ������Ʒ�N��偠t������ú��ú��ʯ�ȣ�����ԓ�^ԭú�������^�ߣ�ʹ��偠t������ú��ú��ʯ�ȓ����ϵĶ�������������ƫ�ߣ����a�У����㌦�����Ⱦ����������ȫ���a�^�̹���ģʽ�����_���ŷŲ��ܳ��m���������a���ܷ����M�С���I*�K�_����׃ȼ�ϽY�������^�cȼ�˾�f�{���Q��������Ȼ���������ȼ������+��Ͷú�����������������G����Ͷúϵ�y�M�С�ú�Ě⡱�ļ��g���죬�����G���Ú����
3.1�u�S�śr
ԓ�L�������aҎģ��8000~10000�f�K���ۘ˴u�����Y퓎r���Ĵu�����a����ˇ���̼����g�������¡�
ԓ���a�����á�һ�δa����ȼ���u����ˇ�����a��Ȟ�퓎r����ú��ú��=76��5��19���u���l��ֵ�_��280��320kCal/kg����������܉��C��Ʒ�Ć�λ�aƷ��Դ���ĝM��˜����~Ҫ��
ԓ�L�����a�����ЃȌ�4.8�ס��L��90����������G2�l���Ȍ�4.8�ס��L��132.6��ƽ����������G2�l���pͨ���G�������������G����ß������M܇���O�ù��L��9������܇���O�ù��L��8�����A�Ꭷ��11܇λ���ߜ؎�ĩ�˵�23܇λ�����O��36��Ͷú��Ӌ144�������g����1250mm��Ͷú�ׅ^�g���x�s��43�ף�12��܇λ��ȫ�G�G܇��܇����34�v��
���������G������2�_18̖�x���L�C��ȫ���������˸��������G���ύ�Q���ٽ�2�_20̖�x���L�C���������R�Ϻ�����50�ן���ײ�Ó��ϵ�y�����mÓ��ͳ��F��������ŷš�
������c�}���p�A����
3.2���������G��ú�Ě⡱����
�����У�Һ����Ȼ�⣨LNG���⻯վ�������Gȼ��ϵ�y���O�ɲ��֡�
Һ����Ȼ�⣨LNG���⻯վ�Ľ��O������ȼ�˾ί�����Y�|��λ�Г��⻯վ�OӋ���OӋҎ���飺GB 50028��2006�����ȼ���OӋҎ������GB50016-2006�������OӋ����Ҏ������GB 50183��2004��ʯ����Ȼ����OӋ����Ҏ�������⻯վҊ�D1���D2��һ���������¡�
��܇��Һ����Ȼ�⣨LNG�������⻯վ�ȵ͜��ރȃ��棬���Ƀ������ŕr����ͨ�^����������ϵ�y��ʹ���މ������ߣ�Ȼ����_����Һ������y��ͨ�^��������ރȵģ�LNG�������՜�ʽ�⻯�����⻯�����ڵ���Ȼ��ض������5��r�����ڳ��ڴ�ˮԡʽ�ӟ��������⻯�����Ȼ���M�мӟᡣ�ٽ��{����Ӌ�����ӳ��ȹ��������G�t�Ú�ܾW��
�����G��ȼ��Ȼ��ȼ��ϵ�y���O����Ҫ�ɸG�t��˾�Г���
�������������Gȼ��ϵ�y���죬���������������F��4.8�ס�3.9�G܇Ҏ�a����ʽ��4���3�ŕr��ϵ�y������ȡ��ԭͶú�ײ�����ʽ���G����Ȼ�����Ğ�ÿ��5�����u���řM���g���t�քe��300mm������ÿ���g����1300mm�����씵����Ӌ180�����^�g�L�Ȟ�45�ף��G܇܇λ11.5�v�����M܇�˵�8܇λ�_ʼ���ã���ֹ�ڸߜ؎�ĩ�˵ĵ�20܇λ�����������G���pͨ���w�G���ɂȉ�δ���]�O�ß��졣
���������̼���豣�o���A���ߜط���������ēp����
ÿ������������ȼ�՚�ܵ��y���c��Ȼ���M����ϣ��Ա��{������ضȺ�ȼ�����ȡ�
ȼ��ϵ�y�O�ß��ż��ȼ���{���y����ȼ�՚�߉��L�C׃�l�{���Ԅӿ���ϵ�y��������ͬ�^��ض�Ҫ�����첼�÷֞�18���^��ͨ�^�O�ß��ż�O�y�G�Ȝضȣ�ͬ���{��18���^�����Ȼ���Ԅ��{���y������ȼ��ϵ�y���_�����^��G�Ȝضȣ��c�ȶ��Ĝض�����һ�¡�
���������G��s��δ�M�и��죬����ԭ�Ṥ�����b�á��Q�������⽛���L�l��֧�����R�뿂������18̖�x���L�C����������G��
3.3���������G��ú�Ě⡱������a
2017��7�£�ԓ���Y�u�S������������G��ú�Ě⡱��������ȼ��⻯վ��ȼ��ϵ�y���{ԇ���_ʼ�����G�c���������a��ͣ�a�r�z���ĸ�����ꐻ����ԭ��߀�����ȼ���u�r�ă�ȼ���������ÿ�K�u���l��ֵ�_��280~320kcal/kg���M���ܺ����~�˜�Ҫ��
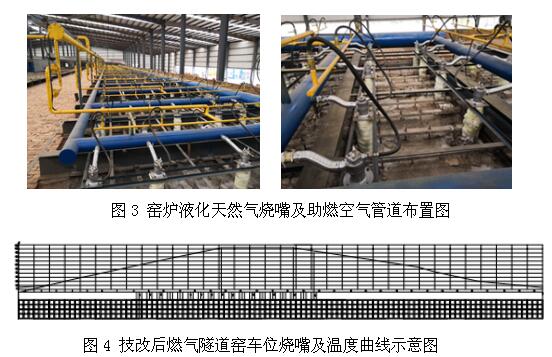
���ó�Ҏ�Ĵ���܇���c���^���У���������G�ĺ�G����G���M܇�������aƷҊ�D5��
�D5�@ʾ��4.8�ס�3.9�G܇�Ĵa����ʽ����Ȼ����ԭ��ȼ�����r��4���3����ʽ���⡢��֮�g�����v��͙M��ğ���ͨ�����M܇����߅���ۻ���ֱ�ӛ_����������ĬF�������Ʒ�^����
�������w����Ȼ���П�ֵ�������Ŀǰ�����a�^�̿��Ƽ��aƷ��߀���ܷ�ӳ�����G����Ȼ����ȼ�������挍��r�����^��ԓ�S�ġ�ú�Ě⡱�Č��`�����Ԟ��������Y�u�S��ú�Ě⡱�Ĺ����e�۽�
4����ú�Ě⡱�����P��ˇ�l������
���y�����G��ȼ�����������������ϵ�y���ǽ����ڃ�ȼ������+��Ͷú����ȼ���u�����A�ϡ� ��ú�Ě⡱��ȼ���D��׃����ȼ���u�������wȼ��׃���wȼ�ϡ������m���@һ׃�����ڸG�t�Y�����a����ʽ�ȷ��摪������Ҫ�ĸ�׃���{����
A�����a�������K
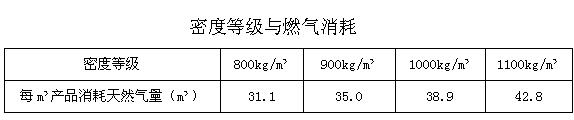
������֪�aƷ�ܶȵȼ���ͬ�����a�ܺIJ�ͬ������Ȼ���ֵ��9000ǧ��/m3�����a��ͬ�ܶȮaƷ�������G�������ĵ�ȼ����Ӌ�����¡�
�˕r��ÿ������800kg�ܶȵȼ��ĮaƷ����Ȼ���������s31.1m3����ÿ������1100kg�ܶȵȼ��ĮaƷ����Ȼ���������s42.8m3��ÿ�������ܶ����300kg��ȼ���������11.7m³��
�����F��ʡ2017��9����Ȼ���Ј��r�{��������ʡ�����r�^����F��гDž^���c�乲��ͬһ���ܾW�^��ķǾ����Ú�*���N�ۃr���2.98Ԫ/��������2.86Ԫ/�����ס�
�����Ȼ��r����2.86Ԫ/������Ӌ�㣬800kg��1100kg�ɷN�ܶȵȼ���ÿ�����aƷ��Ȼ���M�ã��քe��88.95Ԫ��122.41Ԫ�������M�����33.46Ԫ��
��a22�fm³���Y�������K���a�����H��Ʒ������Ȼ���M�Ì��_��1956.9�fԪ��2693.02�fԪ�����ܶȵȼ���ͬ���������736.12�fԪ��ȼ���M�����Ӳ��֣����ڮaƷ���Ј�����Ӱ푾�
�����G�����ġ�ú�Ě⡱��ˇ��ʽ������^�m���a���w���ϣ���회��F�aƷ��ȫ���Ļ������ܶȺʹ�Ҏ�Ķ�����ȼ���M�ã��������a�ɱ�����߮aƷ�r����Ј�����������t�������Ȼ�x�����a��ͨ���Ĵu���t�߰���ȼ���M�Ì��y�ԾS�^�������b��ܵğ��Y�u�������Ј��r�����ͨ�u�ߺܶ࣬�����G������ú�Ě⡱��ȼ���M�����Ӳ��֣�����ͨ�^�aƷ������ߡ�Ó��ϵ�y�M�ý��͡���ˇ�Ԅӻ��̶���ߡ���λ���ˆT�p�ٵȳɱ����Ͷ��õ��a������������G��ú�Ě⡱�����b��ܵĉ��w���ϣ��ǿ��еġ����ǣ���Ҫ���ؿ��]�b���Ʒ���ɫ�����ȡ���׃�Ρ�����˪���b���Ҫ���H��ȼ��G�t�M�и��죬ͬ�r��Ҫ��ԭ�ϵ����ϼ���ˇ���ƅ����M�����ơ�
B���ͳ���ˮ��
�����a��ˇ�У����������DZز����ٵĭh����������G��������ˮ�ֶ��ԣ�Խ��Խ�ã�����߮aƷһ��Ʒ�ʡ�ᘌ����a�����b��ܵğ��Y���϶��ԣ�������ˮ�ֽ��͵�1%���aƷ�Ͳ������F��ӡ���p�ٷ�˪ȱ�ݡ������@ʾ������Â��y�����G������ͨ�u�����w��Gˮ�ֽ���1%������ÿ�f�K�u��ú��������20~30kg���ஔ�ڹ��s��Ȼ��15.5~23.3�����ס�
���õͳ���ˮ�֣����ܞ���m����h�����͚���ˮ�ք���l�����ͳ���ˮ�֣������c��G����ˮ�����P������Ҫ���ǣ��܉���h�����|���ĵ���������ú�Ě⡱����h��������|���������ض��c��Ȼ�������������P��������ˮ����ߣ�������|�������ӣ���Ȼ�����ĺ��M��������ߡ�
C���O�ßo�v���Ĵa����ʽ
���y��ȼ���u�����G����ȼ�՚��ɳ�܇���M��G�ȣ������ڸG���\�о�·�^�L��ͬ�r�����]�G�ȴu�����ضȵľ����ԣ��a����ʽ���á�߅����ϡ��������ϡ������ԭ�t���G܇�������c����֮�g�����g�࣬�����G܇�L�ȡ�����Ҏ�aƷҎ��Ͷú�ֲ��ȼ��g�������g��ߴ�׃���^������Ȳ��փ�ȼ���u�����G���G܇�L�Ȟ�3.9�ף�3.75�ף�3.6�ף��u��Ҏ�����1��*1�ף������řM���g���t�քe��300mm��250mm��200mm�����a���`�У������ڃ�ȼ�����a������ߡ�
Ȼ�����@���������G��ú�Ě⡱�r���t��Ҫ���]ȼ��l��Ҫ����ȼ�����gƫС�����u�����������Ժ��|�����ڲ���Ӱ푡�
����ȼ�������G�G܇Ҏ���У��L�Ȟ�4.35�ף�����Ҏ���1�ס�1�ף�����M���g����450mm�������g����1450mm���܉�M�����ȼ������������gҪ��
�G܇������v�����ڃ�ȼ���������G�У��܉�ͨ�L������������߮a��������ȼ�ϵij��ȼ����Ȼ�� ��ú�Ě⡱����ȼ�՚�ֱ�����͵����죬������Ҫ�ɳ�܇��ݔ�Ϳ՚⣬������v����ͨ�L���ý��ͣ��˕r���p�ٿv���g���Ӱ�ȼ�ⱺ���|���ͮa����
D���O�ê����ĸ������|����ϵ�y
�ڂ��y���a��ˇ�У�����h���ĸ�����|�����Ա����G���ࣨ������⣬ͨ�^�L�C��ȡ��ݔ�͌��F���������G������Ȼ������c������Ȼ�����L�C��ȡ��ݔ��ϵ��һ��ϵ�y�����׳��F���������y�����ӵĬF��Ӱ푱����|����ȼ������ģ���ˣ������G��ú�Ě⡱���g�����У���ͨ�^�ʴ_�ğ�ƽ��Ӌ�㣬�����L��Ӌ�㣬������Ӌ�㣬�G�ȉ������ƣ��_�����L�C���\�кG�ȹ��L�l���õĿ��ơ�
���˽��������Gȼ����Ƶ��y�ȣ��б�Ҫ�O�ê������ɿ��Ƶĸ������|����ϵ�y���܉��γɸ����c�������Ԫ����\�л�ɿ��ƵĴ��\�У��Ķ����ⱺ������֮�g�Ļ���Ӱ푺ɔ_��������ȼ��G������\�С�
���⣬�O�ê������ɿ��Ƶĸ������|����ϵ�y�������ڇ�����ƴu������ˮ�֣��M������baƷ�ı���Ҫ��
E����߸G�w���G܇�ı��ؼ��ܷ�ȼ�
�������G�����^���У��G�wԽ���أ�Խ�ܷ⣬�tԽ���s��Ȼ�⡣��ˣ���Ҫ�ӏ������G�G픺�ֱ�����ء��������L�l�ܷ⣬���G܇���������p�|�ͻ�����������p�ٸG܇�������σ���pʧ������ȼ�����ġ�
�G܇���^���G܇�c�����Gɰ�ⲿλ©�L���G�ȜضȲ��ӣ��u��Ƿ��ȼ���������ӡ�
���y�G܇�r���������|�ͻ���ϡ��t�u�����ἰ����ϵ���^����ȼ�������G���ܡ��G܇���ᣬ���ض�Ӱ��^������ɴu���²��ضȵͣ����FǷ���e�ڂ��y�����G�����У����ڲ����O�Ãɂȉ����죬��ȫ�����G픟��죬�����������L�Ȳ����{�����u���²��ضȾ����Բ��ˣ��G܇�����p�|���؉|�ӣ�����ʹ�u���²��ضȾ���dz��P�I���ڡ�ú�Ě⡱�M���У��G܇�|�ӵĸ��쑪ͬ�r�M�У��@�������G���ĺ��܉���m����\�е���Ҫ�l����
F���ɿ���ȼ��ϵ�y�Ԅӿ���
��Ȼ�����������G�ğ��첼�ã����G�M����ضȵľ���������ҪӰ푣������Gú�Ěⷽ������Ҫ�����ض��������O�ß��죬ҲҪ�����G�Ȝض�׃�����O�ø��^�g�ضȱO�y����Ȼ�⡢��ȼ�՚���Ԅӻ����ơ����ڌ����������G�����ڙM���挒�����õğ��씵���࣬���������ȼ����ԓ�^�g�ض�׃���]�м��r�{���������F�ضȳ��m�����ضȲ��ܝM����Y��ȱ�ݡ�
��Σ�һ�ş���֮�g��ͬ�Ӵ������������ı�����r����ˌ������Gú�Ě�ļ��g��������Ҫ�����ض��������M�МضȱO�y������ȼ������Ȼ�����ȼ�՚���Ԅӻ����ƣ�����ȼ�����ƣ���횴_�������П��춼�܆Ϊ����ƺ��{�����ڌ����������G��ȼ���Ԅӻ������У����F���П���ȼ�����ȵĆΪ��Ԅӿ��ƣ��@�Ǿ��_����ȫ�G�ض������Ļ����l�����ǹ��s��Ȼ��Ļ����l����ͬ�r��Ҳ�ǫ@�ø߮a����Ʒ�|�aƷ�Ļ����l����
��Ҫע����ǣ����y�����G�G܇�ϴa���߶ȴ��ڲ�����S��ͬ���a��12��13��14�Ӳ��ȣ��������ڴa��16�ӵģ��˕r����ú�Ě⡱�ļ��g����������Ҫ�����m�˵���Ȼ�≺������ȼ�՚�߉��L�C�⣬߀��횿��]ȼ���������L���܉��{������t���u�����ضȵľ����Ԍ����ͣ��aƷ�|����ͮaƷ���^ɫ���^��
G�������Ԅ�ж�u���
��ԓ�f����Ҫ�M��ú�Ě�������G�����u�S�������a���У�����ȱ���Ԅӻ���ж�u�h�� ��������I�mȻ�O���а�Cе��ж�u�h����������ж�u�Cе�����܇�Ѵa���b܇���^�̣��G܇܇���ϣ����ڹ���ж�u�r�a���Ļ�Ӻ��d�����G܇���؉|�ӣ�܇��ƽ���ȣ��G܇֮�g����������ԵȎ���ؓ��Ӱ���ʹ�G�����r���F©�⣬�ضȲ��ӣ�Ƿ��ȼ���������ӡ����ˣ�ú�Ě�ķ����У���회��G܇��Ʒ�Ԅӻ�ж�u���O�估��ʽ��������Ҫ���ݲ����r��ʩ���Ķ��_��ú�Ě��ȼ�����ĵͣ��aƷ�|���á������I���Y�����ޕ��r���܌�ʩ�Ԅӻ�ж�u����ô����I����ȡ�a�ȴ�ʩ�������˹����G܇���ء��|�ӡ�����Ȳ�λ�ļ��r�ޏ��ƶȡ�
H�����������Ⱦ���������O�yϵ�y
��ú�Ě⡱���������Ⱦ�����w���ﳬ���ŷųɞ����c��
�����G��ȼ��ú�Ě����Iԭ�еĴ����Ⱦ������ϵ�y�����^�m�������ճ��\�С���Ȼ���ȼ���^���У������ж�������ɷ��^�ͣ�ͨ�^ȼ�ϽY����׃���ĸ����ϱ��⟟���Юa����������ʹ��ԭ������ϵ�y��ᘌ�Ó����Ҫ���ӵ�Ó����������c��ʯ�ң�������������Ƚ��ͣ���Ⱦ��SO2���_���ŷš����ǣ���Ҫ���]�ŷŘ˜����P���w�����ŷ���ָ�ˣ���30mg/�����Ŀ���ָ��ͬ�Ӻ܇�����Ҫ�M���_���ŷţ�������ȼ�ϽY����׃һ���l�����܌��F�ġ���Ȼ��ȼ���^�̣���Ҫ��ȼ�՚����_��1��10���ҡ��G܇���������u����������������_ˢ���l�y׃�ӵ�����������w��������S���a������ߣ����������ӣ��Q���������ȼ����Ȼ����o�w�����ŷš�
��ˣ��u�Sԭ������ϵ�y��ᘌ��w������_�ˣ������������\�к�����
5���Y���Z
��ǰ���҇�����ʩȫ�潨��С��������Ժ��l�����d���ԣ��l悽��O�V���ռ���������ʽ���ӣ������c���حh�����c������Ҫ����Cһ�£������������^ɫ�ʣ�������߅��·���ϲ��|���ɫ��Ҫ�࣬���H����m���Ї�������ɫ�Ę�ʽ��ɫ��Ԫ�أ�߀�кܶཨ�������е͌ӡ����Ի����c�h�����C��ɫ���S���ĚW������ʽ�����@Щ������ɫ��Ҫ��*�õĽ������ϣ����Dz��á�ú�Ě⡱����ɟ��Y���Ĵu���������K����ˮ���u����·�u�ȡ��@���֮aƷ�Ј�����ǡǡ�ǂ��y��ȼ���������G����M�С�ú�Ě⡱�Ą�����ͨ�^�������G��ú�Ě⡱��ˇ�l�����������h���¡�
A����������ùܵ���Դ���������⽨�O��Ȼ��⻯վ����Ҫ�Ľ��O�l����ȼ��ϵ�y������ȫҎ���ȱ�횗l�����翼�]���O��Ȼ��⻯վ�����OӋ�����O��횝M����Ҙ˜�Ҫ��ȫ�ɿ���
B�����s��Ȼ��������ú�Ě���횸߶��Pע�ĺ��Ć��}����ԓ��ú�Ě⼼�g�������G�t���G܇ϵ�y�����ܷ⣬�aƷ�Y���M�ɣ��Ԅӻ����Ƶȷ����M������Ԕ�M�İ��ţ������f�G��ú�Ěⷽ���У��G픟��첼�ú͔������ɂȉ����첼�ú͔������Ԅӻ�����Ҫ�������G܇Ҏ�a����ʽ���M�а��ţ����܃H�H�����첼����ԭ�G�Ͷú�׃Ⱦ��J�錍�F�ˡ�ú�Ě⡱��
C�����������ĸ�����|����ϵ�y�����������G��s���՚��c
�aƷ�Q�������՚����������|�������ṩ�ĸ�����|�c�Q��õ����������|���Ɍ��F���\�û���ߴ����ã��܉��γɸ����c�������Ԫ����\�л�ɿ��ƵĴ��\�У����ȼ��C�ϟ�Ч�ʡ��Q�����@��������՚⣬�Ǜ]����Ⱦ��ĸɃ����⣬�ɲ���������
D�������G��ú�Ě⡱�ɲ��Æ�һԭ�ϻ�ͬԭ�ϷN��䣬ͻ�����Y��Ʒ�b��ܣ���߮aƷ����ֵ��
E����ȼ���������G��ͨ�L�������A�Ꭷ���ߜ؎��Ĝض��ƶȣ���
��Ȼ����ȼ�����t�ԟ���ȼ�����ȿ��ƸG�Ȝض��ƶȣ��c�G��ͨ�L�����Pϵ�������ͣ��u��v�������ÜpС��
F�������{���M܇�r�g�����{���M܇���������������G�����ķ�ʽ����ȼ�����������G�ğṤ�����У������Ǻ����ͽ����ķ�ʽ��ȼ�������G�ض������������^�̶���ͨ�^����ȼ�����ȷ�����������ͨ�^�G܇�M܇�r�g���M܇�������{����
G�������G��ú�Ě⡱��ԭ��������ϵ�y�У�Ó�������c��ʯ�ң�ϵ�y�S�o�������Oʩ�ȷ���ĵ����ģ��܉����Ƚ��ͣ��܉��a������Ȼ���M�õ����ӡ�
��Ȼ���Դ�ı��C���aƷ��Ҏ�߿ն��ʡ����ܶȡ��͂���ϵ�����w���Ϻ;��Џ��ȸߡ�ɫ��С��ɫ���S�����b��ܵĉ��w���ϵ��Ј�����ȗl��������ú�Ě⡱�����a�ɱ��������IЧ�������Ҫ���x�������ú�Ě⡱�����I����Դ�ò������ϡ��aƷ��Ȼ�ԟ��Y��ͨ�u��������ô�����a�ɱ����ӡ�Ч����£���I�������F�y�Ԟ��^�����_��
�����īI��
���Y�u�߹�ˇ ������,�������Ї��������I�����磬 1982.
���Y�u�ߏS��ˇ�OӋ ���������OӋԺ���������Ї��������I�����磬 1982.
��Ȼ�������G�����cǰ�� �ܶY�����u�ҡ�2017.12
��Դ���Ї��u�߹��I���Y���g��Ϣ���ľW
�ӱ�����늳��F
���鿴����ӱ������h���aƷ ��ʽ�o늳��m�� 늳��F�� ꖘO�� ��� ��늳��m�� ꎘO�� ��Ó����m ��ʽ늳��m�� ���P�ꖘO�� ��ɷ�Ó�� ����䓃��� ����䓹ܵ� Ó�������܌� �Ȕ���
�� ���M�����ԃ���գ��ս���18332815001 ������18633235200
�� ����� 
|